产品分类
热门资讯
联系我们/Contact Us
 地址:上海市奉贤区青村镇星火公路188号1幢
陈经理:15021366229
地址:上海市奉贤区青村镇星火公路188号1幢
陈经理:15021366229 陈经理:18616962314
QQ:76667015
网址:www.zhengchiyw.com
Email:wzh@zhengchiyw.com
滚筒输送机PLC控制技术在空调生产系统中的应用
文章来源:http://www.zhengchiyw.com 发布时间:2018-11-01 14:40 浏览次数:
某公司空调室外机生产线主要包括室外线、商检线及抽真空线,输送系统采用滚筒输送机,根据生产工艺的要求,室外线、商检线及抽真空线分别采用积放式滚筒输送机和无动力滚筒输送机,利用辊子的转动实现物料的输送。输送线的运行及电控设备的布置如图1所示。
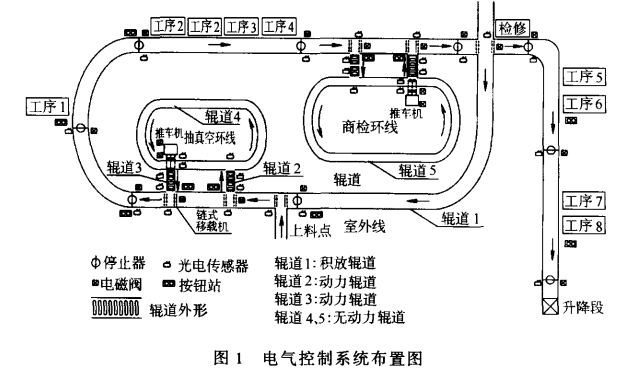
室外机从上料点先进入室外线辊道,之后通过链式移载机及动力滚筒输送机进入抽真空线,完成相应工序后再经链式移载机及动力滚筒输送机返回室外线,接着进行检漏、封口焊接、安装恒温器及电加热带、压缩机电压配件等工序后进入商检线,经空调机四功能检测(电源电压、抗电强度、绝缘电阻及起动性能)、回收氟利昂等各种检验后返回室外线,复检后合格品进行包装后进入升降段下至一楼,不合格品返回重新进行加工。
室外机生产线的输送系统要求将物料及时准确地送到相应工位,难点是物料从室外线进出抽真空线或商检线的交接控制。在交接处采用动力滚筒输送机进行输送,下面以抽真空线与室外线的交接处为例研究系统的设计,如图1所示。图1中辊道2、3为动力滚筒输送机,在动力滚筒输送机一侧安装检测物料占位的光电传感器,在动力滚筒输送机进出抽真空环线处安装物料对位和占位的光电传感器。
(1)物料行至链式移载机前占位,停止器关闭。
(2)检测移载机上是否有空位,如有空位,停止器打开,物料进入移载机占位;如无空位,停止器关闭,物料处于等待状态。
(3)物料进入移载机占位后,移载机上升,使物料脱离室外线辊道。
(4)移载机上升到位后,检测辊道2是否有空位,如有空位,将物料送入动力辊道占位;如无空位,物料停在移载机上等待。
(5)物料送入辊道2后,移载机停止,下降,等待下一物料到位。
(6)检测送入辊道2的物料前是否有空位,如有空位,辊道2继续运行,将物料运至辊道尾占位,等待与抽真空线托板对位;如无空位,辊道2停止。
(7)运至辊道尾的物料如与抽真空线托板对位,则辊道2继续运行,将物料运入抽真空线托板,完成交接如未对位,辊道2停止。
物料出抽真空线的输送工序设计
(1)抽真空线托板占位,检测辊道3是否有空位,如有空位,推车机动作,将托板推入辊道3;如无空位,抽真空线停止,推车机不动作。
(2)进入辊道3的托板行至辊道尾占位,检测辊道前的链式移载机上是否有空位,如有空位,链式移载机上升、运行,将托板接至移载机上占位;如无空位,辊道3停止。
(3)托板进入移载机后,移载机下降到位,托板进入室外线。
(4)移载机停止,等待下一托板到位。
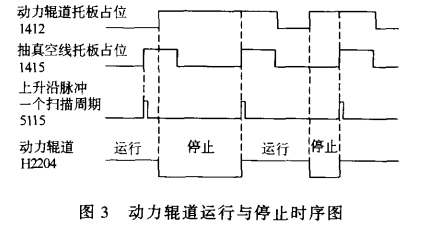
物料由动力滚筒输送机传送进入抽真空线的托盘必须保证对位准确,否则将使物料脱离输送线导致损坏,系统选用漫反射式光电传感器检测动力滚筒输送机与抽真空线托盘占位,动力滚筒输送机的运行与停止应满足图3所示时序图。
经过对系统的研究、设计、开发,控制系统已经完成并投入运行,至今运行良好,完全满足本空调生产线的工艺要求,大大提高劳动生产率,减少系统故障率,降低工人劳动强度。由此可见,PLC控制系统在自动控制中处于重要的地位,对现代工业起着越来越大的作用。
相关新闻
- 皮带输送机撕裂故障及其防护措施分析2018-11-15
- 滚筒输送机的发展及现状研究(二)2018-11-15
- 滚筒输送机的发展及现状研究(一)2018-11-15
- 皮带输送机固体物料称重给料系统设计初探2018-11-01
- 摩擦式积放滚筒输送机装置的设计2018-11-01
- 滚筒输送机PLC控制技术在空调生产系统中的应用2018-11-01